






IOT头条
医生执业资格查询(卫健委医生执业资格查询)
医生执业资格查询(卫健委医生执业资格查询)你的技能考试还没开考,他的技能成绩都已经可查了!是的,就是这么快,这些地区的医师技能成绩已出,赶紧查成绩!新增[查看详细]欢迎的迎的反义词是啥(迎接的反义词是什么近义词是什么)
迎接的反义词(迎接的反义词是什么词)近义词两字近义词爱慕—喜爱安然—安稳解释—讲解遨游—游览奥秘—神秘决心—决定懊悔—后悔偶然—偶尔聚拢—聚集 爱护—爱[查看详细]
怎么申购新股有什么限制条件(怎么申购新股.)
2023-07-25
亡灵战神塞恩英文名(亡灵战神塞恩攻略)
2023-07-25
冰糖有什么作用啊(冰糖有什么作用)
2023-07-25
现在做什么赚钱(做什么最赚钱呢_怎样做)
2023-07-25
怎么安装镜像iso文件(如何安装下载的ISO系统镜像文件)
2023-07-25
win7蓝牙驱动安装教程(win7蓝牙驱动安装教程)(win7蓝牙驱动安
2023-11-16
联想电脑键盘灯怎么亮(联想电脑键盘灯怎么开关图解)(联想电脑
2023-11-16
鼠标移动卡顿什么原因(鼠标自己移动什么情况)
2023-11-16
佳能ixus870像素(佳能ixus870is)(佳能ixus140和佳能ixus870is)
2023-11-16
windows7旗舰版(windows7激活工具软件)
2023-11-16




大数据
更多六大科技巨头被列入“看门人”名单!欧盟最严数字监管名单公布,
2023-09-23
|2432186次浏览
周三,美股大型科技股普跌,苹果、英伟达跌超3%,特斯... 查看全文
win7蓝牙驱动安装教程(win7蓝牙驱动安装教程)(win7蓝牙驱动安11-16
联想电脑键盘灯怎么亮(联想电脑键盘灯怎么开关图解)(联想电脑11-16
鼠标移动卡顿什么原因(鼠标自己移动什么情况)11-16
佳能ixus870像素(佳能ixus870is)(佳能ixus140和佳能ixus870is)11-16
windows7旗舰版(windows7激活工具软件)11-16
摩托罗拉耳机怎么恢复出厂设置(摩托罗拉耳机怎么配对)11-16
云计算
更多六大科技巨头被列入“看门人”名单!欧盟最严数字监管名单公布,
2023-09-23
|2432186次浏览
周三,美股大型科技股普跌,苹果、英伟达跌超3%,特斯... 查看全文
win7蓝牙驱动安装教程(win7蓝牙驱动安装教程)(win7蓝牙驱动安11-16
联想电脑键盘灯怎么亮(联想电脑键盘灯怎么开关图解)(联想电脑11-16
鼠标移动卡顿什么原因(鼠标自己移动什么情况)11-16
佳能ixus870像素(佳能ixus870is)(佳能ixus140和佳能ixus870is)11-16
windows7旗舰版(windows7激活工具软件)11-16
摩托罗拉耳机怎么恢复出厂设置(摩托罗拉耳机怎么配对)11-16
机器人
更多六大科技巨头被列入“看门人”名单!欧盟最严数字监管名单公布,
2023-09-23
|2432186次浏览
周三,美股大型科技股普跌,苹果、英伟达跌超3%,特斯... 查看全文
win7蓝牙驱动安装教程(win7蓝牙驱动安装教程)(win7蓝牙驱动安11-16
联想电脑键盘灯怎么亮(联想电脑键盘灯怎么开关图解)(联想电脑11-16
鼠标移动卡顿什么原因(鼠标自己移动什么情况)11-16
佳能ixus870像素(佳能ixus870is)(佳能ixus140和佳能ixus870is)11-16
windows7旗舰版(windows7激活工具软件)11-16
摩托罗拉耳机怎么恢复出厂设置(摩托罗拉耳机怎么配对)11-16
边缘计算
更多六大科技巨头被列入“看门人”名单!欧盟最严数字监管名单公布,
2023-09-23
|2432186次浏览
周三,美股大型科技股普跌,苹果、英伟达跌超3%,特斯... 查看全文
win7蓝牙驱动安装教程(win7蓝牙驱动安装教程)(win7蓝牙驱动安11-16
联想电脑键盘灯怎么亮(联想电脑键盘灯怎么开关图解)(联想电脑11-16
鼠标移动卡顿什么原因(鼠标自己移动什么情况)11-16
佳能ixus870像素(佳能ixus870is)(佳能ixus140和佳能ixus870is)11-16
windows7旗舰版(windows7激活工具软件)11-16
摩托罗拉耳机怎么恢复出厂设置(摩托罗拉耳机怎么配对)11-16
区块链
更多六大科技巨头被列入“看门人”名单!欧盟最严数字监管名单公布,
2023-09-23
|2432186次浏览
周三,美股大型科技股普跌,苹果、英伟达跌超3%,特斯... 查看全文
win7蓝牙驱动安装教程(win7蓝牙驱动安装教程)(win7蓝牙驱动安11-16
联想电脑键盘灯怎么亮(联想电脑键盘灯怎么开关图解)(联想电脑11-16
鼠标移动卡顿什么原因(鼠标自己移动什么情况)11-16
佳能ixus870像素(佳能ixus870is)(佳能ixus140和佳能ixus870is)11-16
windows7旗舰版(windows7激活工具软件)11-16
摩托罗拉耳机怎么恢复出厂设置(摩托罗拉耳机怎么配对)11-16
LoRa
更多六大科技巨头被列入“看门人”名单!欧盟最严数字监管名单公布,
2023-09-23
|2432186次浏览
周三,美股大型科技股普跌,苹果、英伟达跌超3%,特斯... 查看全文
win7蓝牙驱动安装教程(win7蓝牙驱动安装教程)(win7蓝牙驱动安11-16
联想电脑键盘灯怎么亮(联想电脑键盘灯怎么开关图解)(联想电脑11-16
鼠标移动卡顿什么原因(鼠标自己移动什么情况)11-16
佳能ixus870像素(佳能ixus870is)(佳能ixus140和佳能ixus870is)11-16
windows7旗舰版(windows7激活工具软件)11-16
摩托罗拉耳机怎么恢复出厂设置(摩托罗拉耳机怎么配对)11-16
NB-IoT
更多六大科技巨头被列入“看门人”名单!欧盟最严数字监管名单公布,
2023-09-23
|2432186次浏览
周三,美股大型科技股普跌,苹果、英伟达跌超3%,特斯... 查看全文
win7蓝牙驱动安装教程(win7蓝牙驱动安装教程)(win7蓝牙驱动安11-16
联想电脑键盘灯怎么亮(联想电脑键盘灯怎么开关图解)(联想电脑11-16
鼠标移动卡顿什么原因(鼠标自己移动什么情况)11-16
佳能ixus870像素(佳能ixus870is)(佳能ixus140和佳能ixus870is)11-16
windows7旗舰版(windows7激活工具软件)11-16
摩托罗拉耳机怎么恢复出厂设置(摩托罗拉耳机怎么配对)11-16
5G
更多六大科技巨头被列入“看门人”名单!欧盟最严数字监管名单公布,
2023-09-23
|2432186次浏览
周三,美股大型科技股普跌,苹果、英伟达跌超3%,特斯... 查看全文
win7蓝牙驱动安装教程(win7蓝牙驱动安装教程)(win7蓝牙驱动安11-16
联想电脑键盘灯怎么亮(联想电脑键盘灯怎么开关图解)(联想电脑11-16
鼠标移动卡顿什么原因(鼠标自己移动什么情况)11-16
佳能ixus870像素(佳能ixus870is)(佳能ixus140和佳能ixus870is)11-16
windows7旗舰版(windows7激活工具软件)11-16
摩托罗拉耳机怎么恢复出厂设置(摩托罗拉耳机怎么配对)11-16
企业要闻
更多六大科技巨头被列入“看门人”名单!欧盟最严数字监管名单公布,
周三,美股大型科技股普跌,苹果、英伟达跌超3%,特斯...知网回应被罚
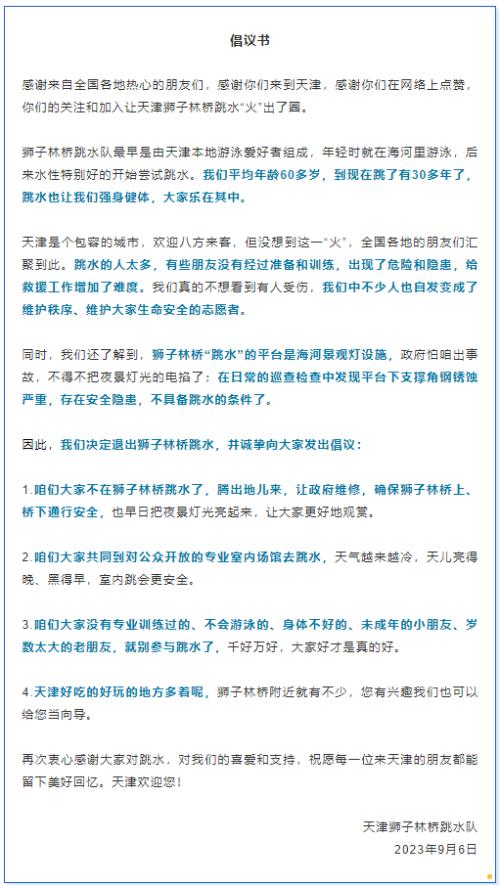
9月6日,国家互联网信息办公室公布了对知网(CNKI)做..."天津跳水大爷"宣布:不跳了
微信公众号“津云”消息,天津狮子林桥跳水队9月6日发...win7蓝牙驱动安装教程(win7蓝牙驱动安装教程)(win7蓝牙驱动安装教程)
11-16联想电脑键盘灯怎么亮(联想电脑键盘灯怎么开关图解)(联想电脑键盘灯怎么设置一直亮着)
11-16鼠标移动卡顿什么原因(鼠标自己移动什么情况)
11-16佳能ixus870像素(佳能ixus870is)(佳能ixus140和佳能ixus870is)
11-16windows7旗舰版(windows7激活工具软件)
11-16摩托罗拉耳机怎么恢复出厂设置(摩托罗拉耳机怎么配对)
11-16数码相机价格一般多少钱(数码相机的价格有哪些)(数码相机一般价格多少)
11-16我的世界小型喷泉建筑教程(我的世界喷泉建筑图片)(我的世界喷泉建造图解)
11-16美的电热水器维修电话24小时(美的电热水器维修)(美的电热水器减压阀漏水怎样维修)
11-16淘宝网上怎么开发票(怎么在淘宝网上开店)(淘宝卖家怎样在淘宝开发票)
11-16无线路由器距离远(无线路由器距离)(无线路由器能连接多少距离)
11-15ML/机器学习
更多
AI/人工智能
更多


车联网
更多-
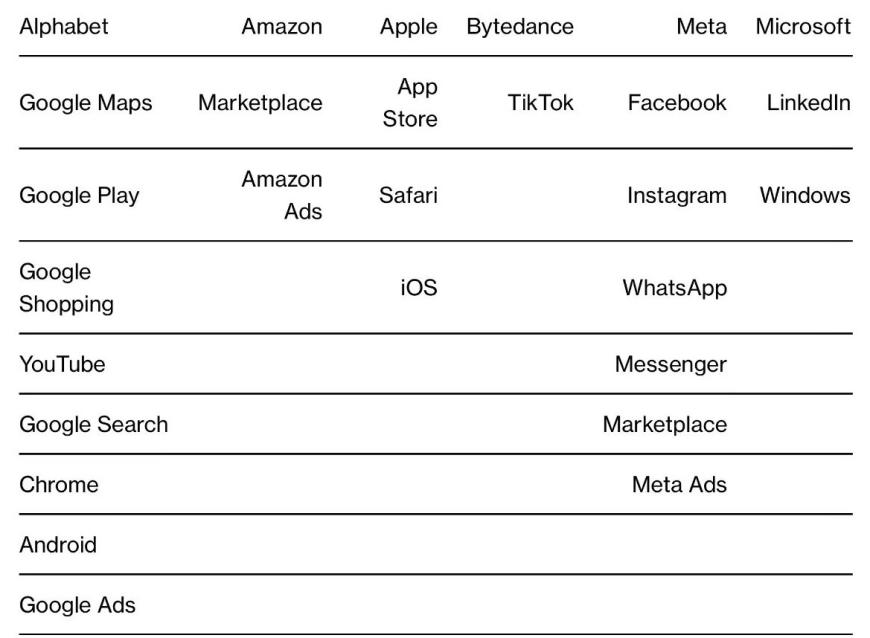
六大科技巨头被列入“看门人”名单!欧盟最严数字监管名单公布,美股大型科技股普跌,苹果一夜市
2023-09-23 | 2432186次浏览
周三,美股大型科技股普跌,苹果、英伟达跌超3%,特斯拉跌近2%,亚马逊跌超1%,谷歌A...
-

-
-
-
移动互联
更多-
六大科技巨头被列入“看门人”名单!欧盟最严数字监管名单公布,美股大型科技股普跌,苹果一夜市
2023-09-23 | 2432186次浏览
周三,美股大型科技股普跌,苹果、英伟达跌超3%,特斯拉跌近2%,亚马逊跌超1%,谷歌A...
-
-
-
-
智能农业
更多win7蓝牙驱动安装教程(win7蓝牙驱动安装教程)(win7蓝牙驱动安[11-16]
联想电脑键盘灯怎么亮(联想电脑键盘灯怎么开关图解)(联想电脑[11-16]
鼠标移动卡顿什么原因(鼠标自己移动什么情况)[11-16]
佳能ixus870像素(佳能ixus870is)(佳能ixus140和佳能ixus870is)[11-16]
windows7旗舰版(windows7激活工具软件)[11-16]
摩托罗拉耳机怎么恢复出厂设置(摩托罗拉耳机怎么配对)[11-16]
智能工业
更多win7蓝牙驱动安装教程(win7蓝牙驱动安装教程)(win7蓝牙驱动安[11-16]
联想电脑键盘灯怎么亮(联想电脑键盘灯怎么开关图解)(联想电脑[11-16]
鼠标移动卡顿什么原因(鼠标自己移动什么情况)[11-16]
佳能ixus870像素(佳能ixus870is)(佳能ixus140和佳能ixus870is)[11-16]
windows7旗舰版(windows7激活工具软件)[11-16]
摩托罗拉耳机怎么恢复出厂设置(摩托罗拉耳机怎么配对)[11-16]
智能环保
更多